
Are you new to operating a fiber laser cutting machine? Avoid these 5 common laser cutting mistakes that cause material waste, damage expensive lenses, and ruin production efficiency.
At first glance, operating a modern CNC fiber laser cutting machine might seem incredibly simple—just import the file, press a button, and watch the magic happen. However, precision sheet metal fabrication is a highly technical process.
Many beginners make critical operational errors that lead to wasted materials, damaged machine components, and severe safety hazards. Whether you are running a small job shop or a large-scale manufacturing plant, avoiding these beginner pitfalls is crucial for maintaining efficiency.
Here are the top 5 most common laser cutting mistakes and how to fix them.
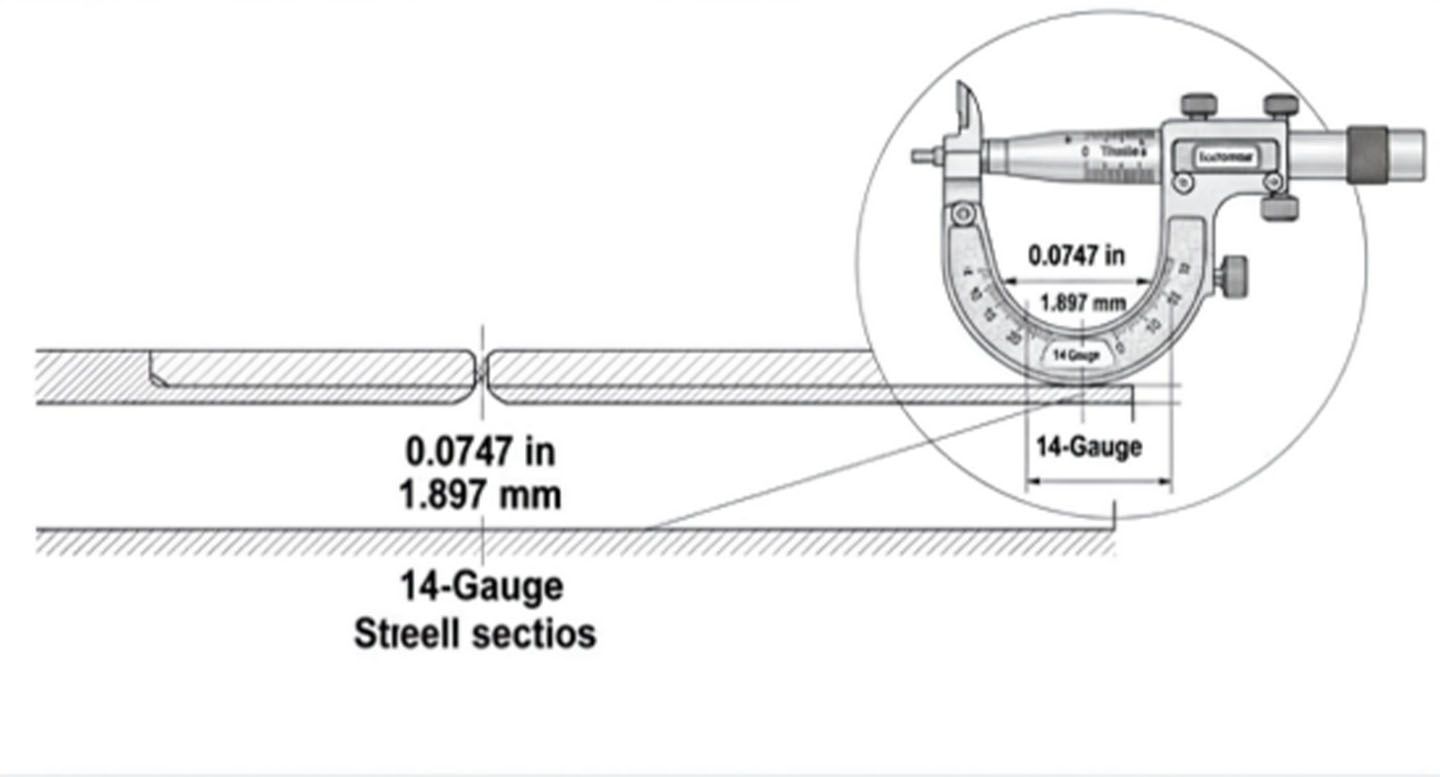
1. Guessing Material Thickness Instead of Measuring
The Mistake: Relying on visual estimation or supplier labels for material thickness, and directly inputting "guessed" parameters into the control system.
The Result: Incomplete cuts, heavy dross, or extremely rough edge quality.
The Solution:
Fiber laser cutting requires highly precise settings for focal length, cutting speed, and laser power. A microscopic difference of just 0.1mm in sheet thickness can completely alter the cutting results. Always develop the habit of using a digital caliper to measure the exact thickness of the metal sheet before setting your parameters. Accurate measurements guarantee smooth, slag-free edges.
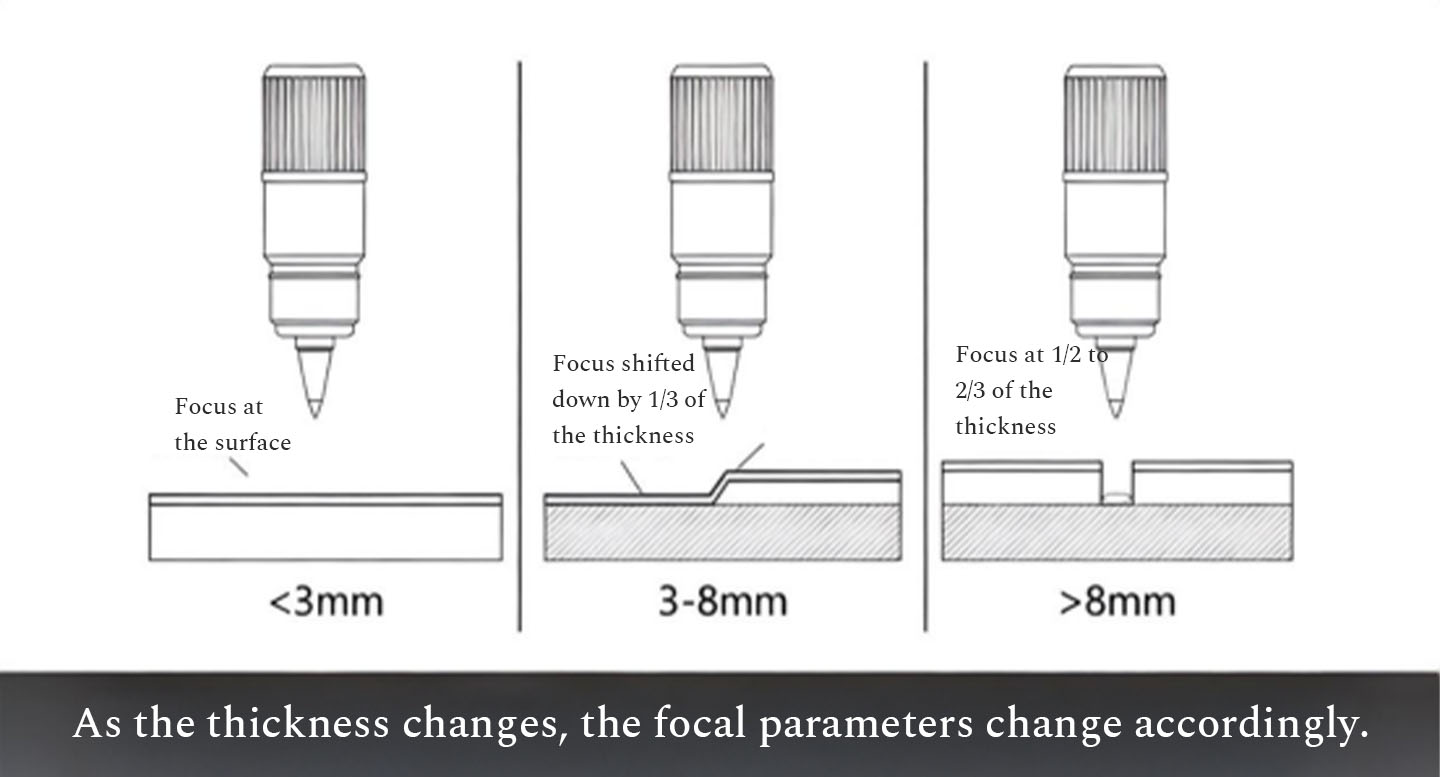
2. Keeping the Focal Point on the Material Surface
The Mistake: Assuming that the laser's focal point should always rest exactly on the surface of the metal sheet, regardless of the material type or thickness.
The Result: The laser fails to pierce through thick plates, causing severe melt buildup and ruined workpieces.
The Solution:
The focal position (Focus Offset) must be adjusted based on the specific cutting application.
l Zero Focus (Surface): Generally used for very thin sheets.
l Negative Defocus (Below Surface): Crucial for cutting thick carbon steel or stainless steel plates. The focus must be placed inside or below the material to ensure the kerf is wide enough for the molten metal and auxiliary gas to escape smoothly.
3. Using Low-Purity Auxiliary Gas to Save Money
The Mistake: Purchasing cheap, low-purity oxygen, nitrogen, or using uncompressed air without proper filtration to cut operational costs.
The Result: Poor cutting edge quality (oxidation and burrs) and disastrous damage to the laser cutting head.
The Solution:
Auxiliary gas is the lifeblood of the laser cutting process. Low-purity gas contains moisture, oil, and particulates. These impurities not only cause terrible cut quality but will quickly contaminate and burn the protective lenses (protective windows). A single protective lens costs hundreds of dollars, and replacing a heavily damaged laser cutting head can cost tens of thousands. Always invest in high-purity industrial gases to protect your core components.

4. Overcrowding Parts in Nesting Software
The Mistake: Cramming parts as tightly together as possible in the CAD/CAM nesting software without leaving any spacing, attempting to achieve 100% material utilization.
The Result: Severe thermal deformation (warping) and parts fusing together during the cutting process.
The Solution:
When the laser cuts continuously in a concentrated area, heat builds up rapidly. If parts are nested too closely—especially small, intricate parts—the material will warp, causing the laser head to crash into the uneven surface.
Always leave adequate spacing for the kerf width and thermal expansion. Master advanced nesting software features like Common Line Cutting (Co-edge cutting) and Micro-joints to maximize material yield safely without compromising part integrity.
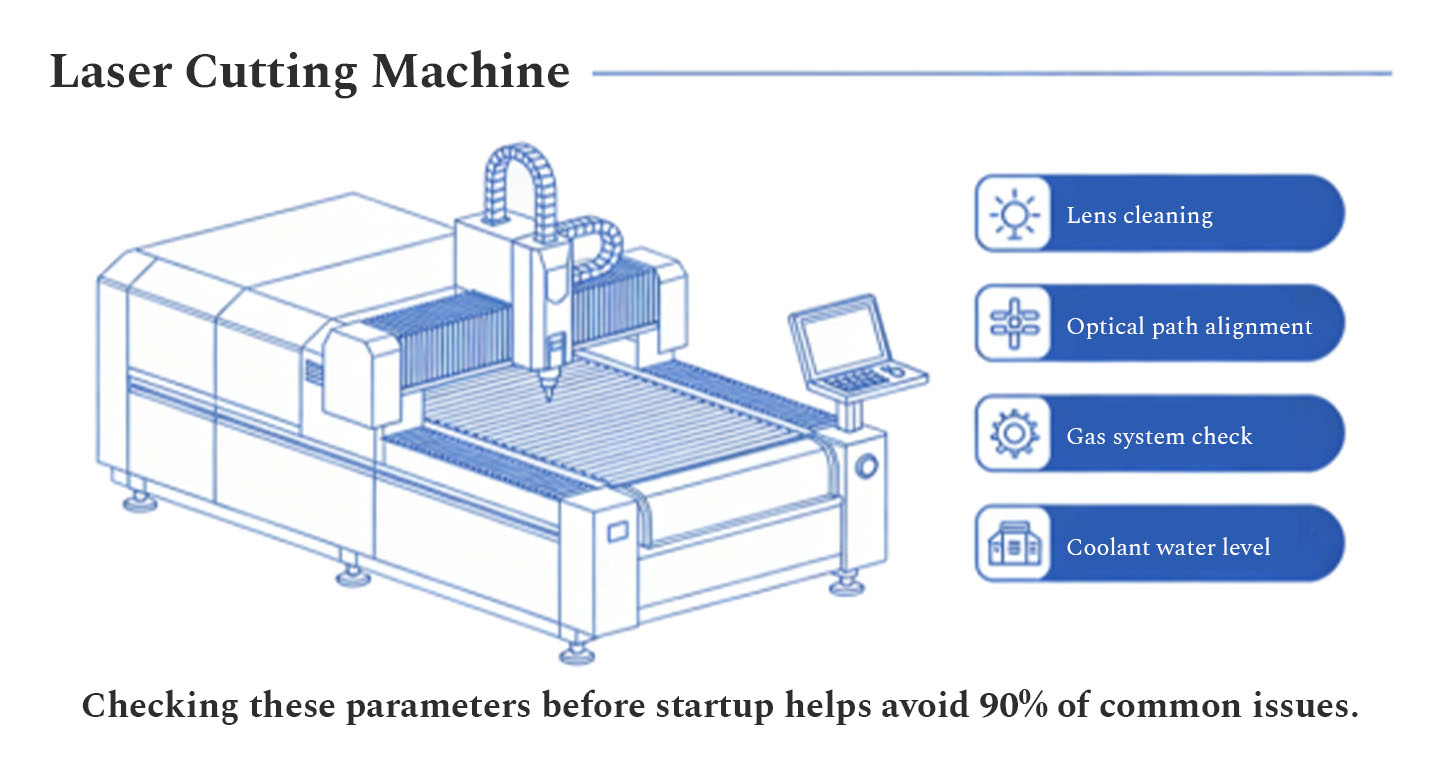
5. Hitting "Start" Without a Pre-Cut Inspection
The Mistake: Loading the sheet metal and immediately hitting the start button without checking the machine's supporting systems.
The Result: Unpredictable machine shutdowns, laser source overheating, or fatal damage to the optical path.
The Solution:
Running a fiber laser cutter is like driving a high-performance vehicle; you cannot ignore the dashboard. Before initiating any cutting sequence, always perform a routine daily inspection:
l Check the water chiller to ensure the temperature is within the safe range.
l Verify the air compressor and freeze dryer for stable gas pressure.
l Inspect the copper nozzle for physical damage or slag buildup.
l Confirm the protective lens is completely free of dust and smudges.
Conclusion
By eliminating these five beginner mistakes, you will drastically extend the lifespan of your machine, reduce consumable costs, and deliver flawless metal parts every time.
Looking for a reliable, high-performance laser cutting solution? At KFLASER, we provide not only world-class industrial laser machinery—from open-type dual exchange table cutters to enclosed heavy-duty systems—but also comprehensive technical training to ensure your operators succeed from day one.
About KF Laser
KF Laser is a high-tech enterprise focusing on the research and development, production and sales of laser and machine tool equipment.Relying on cutting-edge technological innovation, the company is committed to providing customers with efficient and precise laser processing solutions. Its main products include fiber laser cutting machines, laser welding machines, laser marking machines, CNC machine tools and other equipment.
KF Laser adheres to the business philosophy of "quality first, customer first". Through continuous technological improvement and product innovation, it continuously improves the performance and reliability of equipment, meets customers' diverse processing needs, and provides customers with comprehensive technical support and solutions.


")






Subscribe to KF Laser
Obtain information in the first instance.
Share